( ఠ‿ఠ )↓シマダ君による★DIYレポートです!
● ● ●
物件10号 レストア工房化計画の続き

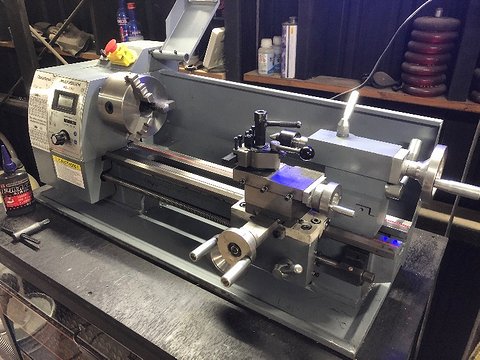
前回、ヤフオクで購入した中華卓上旋盤MX-210V
専用の台を作って設置・試運転まで出来ました。
今回は各部調整・清掃と実際に使ってみてどんな感じなのかをチェックします。
中華卓上旋盤は気になっている人も多いと思うので思った事を書いてみますね。
素人なので間違っている事も書いていると思いますので信用し過ぎないでください(笑)
追加で購入した部品も載せてみます。

まず付属品のバイト
研いで使うのですが、素人には難しい。
上手く削れない原因がバイトなのか回転数とかの問題なのか
判断出来ないので

12mm角のスローアウェイバイトを購入
10mm角も使えるのですがバイトは太ければ太い方がいいと思う。

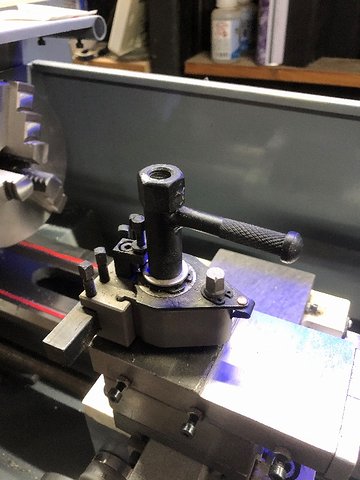
クイックチェンジホルダー
便利そうなので購入してみました。
付属のツールポストに敷板追加で問題無く使えるのですが
これを使うと面倒な芯出し調整がネジで出来きてバイトの交換も楽になる。
強度とかは不明ですが今の所問題なく使えてます。

チェンジポストのロックナットが干渉するので
長ナットを削って
ロックナットを作ってみた。
これでクイックツールポストの設置は完了

センタードリル
穴を開けるのにいきなりドリルを使うとズレたりするので位置決め用ですね。

測定機器
中華マイクロメーターと貰ったノギス。
もらったノギスが一番高いミツトヨ製(笑)
最低限の物しかないので今後色々と揃えていきたい。

この卓上旋盤は全部送りハンドル部分にベアリングが入っていない。
特に往復台の送りハンドル部分の動きが気になるのでベアリングを追加してみる。
軸部分の部品を作って
(左側が作った物で右側が元からついていた物)
元々ついている部品を加工出来たら早いのですが、外すと旋盤が使えなくなるのが辛いところですね(笑)

ハンドル部分も削る。

作った部品にニードルベアリングとスラストベアリング追加

少しメモリ部分に隙間はできましたが良い感じで動くようになった。
あと2箇所ハンドルあるのでベアリングを追加しようと思います。

往復台と刃物台をバラして洗浄とバリ取り。

バリが結構あるのでヤスリで落としてオイルストーンで軽く面を整えて
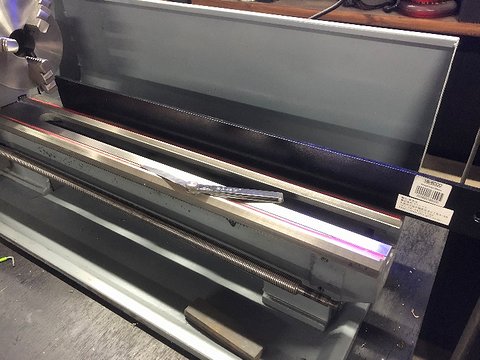
ベット部分の精度チェック
隙間は0.02mm以下 素人が使う分には問題ないと思う
組み立てて各部調整。
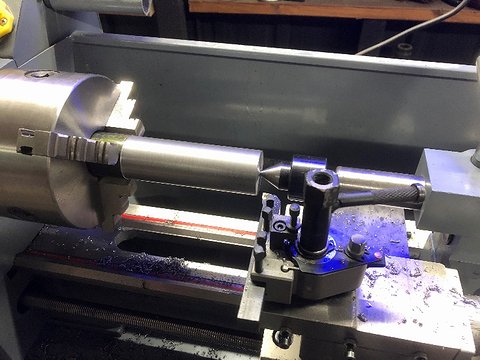
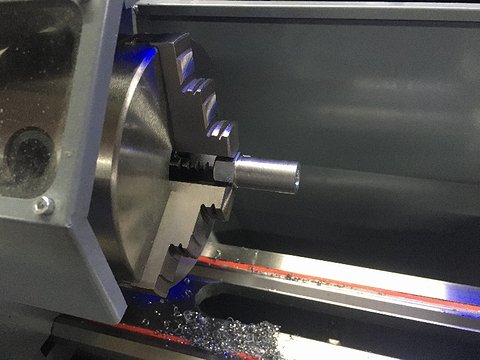
実際に丸棒を削ってみて先端部分と根本部分の差を測ってみる。
測定にはもう少し長い材料が良いと思いますが無いので130mm位の長さで
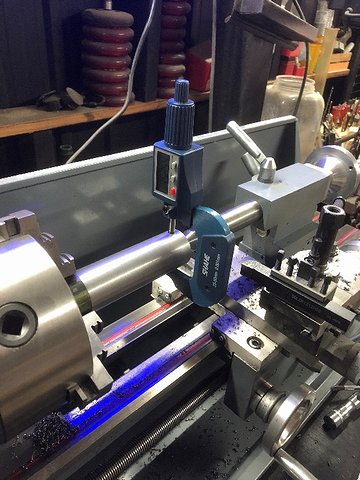
結果は測定の仕方や「差を少なくしたいという自分の気持ち」とかで結構変わる・・・
差は0.02mmくらいと思いたい(笑)
今後の為に信用できる測定機器と正しい測定方法を勉強しないと駄目ですね。
実際に加工してみる

エアガンの部品を短く切ってネジを切ってみます。

ネジ切りはまだ出来ないので
旋盤を治具代わりに使ってダイスでネジ切り

こういう加工も楽にできるのが旋盤のいいところですね。

ネジ部分もOK

ネジ切りですが自動送りのハーフナットを噛ませた状態で送りと戻しを繰り返すのですが
送り方向をミスると大変な事になる。
ということで手回しハンドル作ってみました。

組み立てるとこんな感じ

ローレット加工は通常の物は主軸に負担がかかって卓上旋盤では厳しいので
挟み込むタイプのものを使いました。

仕上がりはこんな感じ。
バイクのステップとかも作れそうですね。

手回しハンドルの使い方は主軸の貫通穴に

突っ込んで固定
後は人力で回してネジ切り(笑)
時間はメッチャかかると思いますが、人力なので送り方向をミスっても部品が壊れることはないと思う(笑)

ヤフオク中華卓上旋盤(MX-210V)の感想
10万円という価格を考えると上出来な気がする。
改良して育てていけばソコソコ使える感じになると思います。
補修部品とかは アリエクスプレスとかで根気良く探して調達すれば何とかなりそう。
あと工房化で欲しい機材は
・フライス盤
・CO2溶接機
・パイプベンダー
・3Dプリンター
今年中にどれか1個は増やしたい(笑)
● ● ●




































 >
>
